Contents:
- How the Injection Moulding Process Works
- Tooling
- Insert and Over Moulding
- After Moulding Services
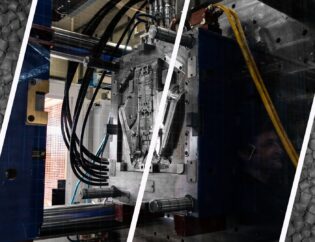
How the Injection Moulding Process Works.
Plastic Injection Moulding is a manufacturing process for producing parts by injecting molten plastic into a mould under pressure.
- Pellets of raw polymer are fed through the hopper of the injection moulding machine into a heated barrel with a screw.
- In the barrel the temperature increases, which allows the polymer to flow through the screw and pushes the polymer to collect at the front of the screw into a volume known as a shot.
- The shot is the volume used to fill the mould cavity, compensate for shrinkage and provide a cushion (which remains in the barrel) to transfer pressure from the screw onto the cavity.
- When enough material has gathered, the material is forced with pressure and velocity into the mould cavity.
- The packing pressure is held until the gate or cavity entrance solidifies, once this has solidified no other material can enter into the cavity.
- The material for the next shot is collected in the screw for the next cycle, while the part cools before it can be ejected.
- Once the part has cooled to the needed temperature, the mould opens and pins are driven forward to demould the part.
- The mould closes and the cycle starts again.


Other areas to consider for the Plastic Injection Moulding Process:
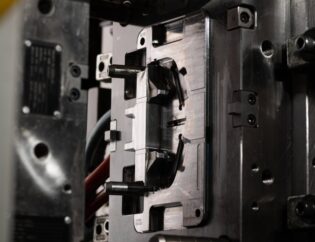
Tooling:
The mould or mould tool is normally made from steel with gas vents and water channels within its structure. Water flows through these cooling channels and control the temperature allowing the plastic injected inside to cool and solidify. The gas vents allow gases produced in the mould to escape to the atmosphere, all of this is needed to produce a usable plastic part.
Tools can produce one single part (one impression), dozens of the same (multiple impressions) or corresponding parts of a product (1+1, 2+2 impressions).
Parts can be produced in low or high volumes depending on the manufacturer and there are a range of machines that can be used for your project depending on the size of the tool and pressure. For example, we have machines ranging from 35T to 900T and we can produce a part as small as a heart valve to interiors of cars.
Interested in learning more about tooling:
Other Moulding Processes:
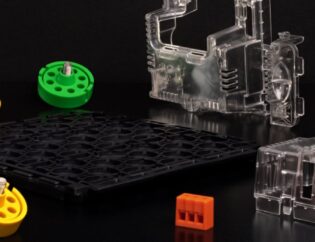
Plastic Injection Moulding can also include Over and Insert Moulding. Over Moulding is where an existing moulding is located into a secondary mould tool where a second material is injected over the original and bonds itself together. Insert Moulding is moulding over a non-plastic part, such as a piece of metal. Furthermore, other processes can be used on the plastic moulded part, such as painting, printing and assembly.
There is also 'twin-shot' or '2K' moulding, where two different plastics are injected into a mould one after another to form a multi-material plastic part. This is ideal for complex parts that require multi-material and multi- colour. Typical applications would be for soft touch screwdriver handles or toothbrushes.
After Moulding Services:
Additionally, extra touches can be added to a part in the form of after moulding services. This can include assembly (such as mechanical and electrical), functional testing, printing, plating and coating to name a few.
These can be sub-contracted out to a supplier or can be completed on site depending on the moulder. At MGS Technical Plastics, we house our own assembly team and after moulding services can be discussed in the initial stages of your project.


How can we support your project?
Together we can determine the best design, material and production decisions for optimum quality, speed and value.