When designing a plastic part, it is crucial to think about the “mouldability” of your part. For example, a part designed for 3D printing would not always be suitable for injection moulding without looking at the design.
Design considerations include the following:
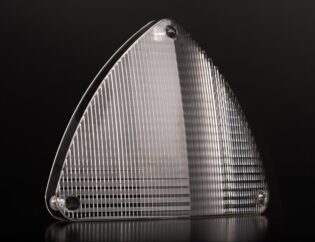
Material & Texture
Choosing a surface finish can be for both aesthetic and functional reasons. Surface finishes can improve the appeal of the product, making it more attractive to end-users. Additionally, surface finishes can enhance the functionality of the product by providing specific properties such as increased durability, scratch resistance, and improved grip.
Every aspect, including the surface finish, needs to be considered when designing a component. If the surface finish is important to the design of a component, it needs to be considered in the tool design stage, as this can influence the cost of the tooling project.
High Gloss textures require a fully hardened steel to achieve this finish.
Wall Thickness
Wall Thickness affects the cycle time of the injection moulding process due to the filling of polymer into the mould and the weight of a part. A thicker wall thickness will take longer to mould and weigh more and therefore will cost more to mould.
Another consideration for wall thickness is the variation in wall thickness in your design. Injection moulding prefers a consistent wall thickness. If one section of a part is marginally thicker, a sink mark will appear in the location of the thicker section.
Non-uniform wall thicknesses can also lead to warping. The moulding wall will cool and shrink at different rates.
One solution to having different thicknesses is a blend transition from one wall thickness to another to minimise the stress in the part.
Ribs
Instead of increasing wall thickness, an alternative is adding ribs to strengthen mould walls which can be a solution to eliminate defects such as warping, sink and voids.
Ribs are vertical features, normally at 90 degrees to the mould wall, and add structural integrity. Ribs are smaller in thickness than the wall attached, around 50 to 60%, thick ribs are prone to shrinkage. A too-thick rib can also cause sink marks to appear.
Bosses
Bosses are used for structural integrity similar to ribs. They are used for additional assemblies, such as screws and inserts.
To strengthen Bosses, attach them to the mould walls or add gussets if this is not possible. This is similar to the ribs in the section above, and rules regarding wall thickness apply.
Draft Angles
Vertical walls in injection moulding contract and get stuck in the mould, meaning more force is required to eject the moulding. This can lead to damaging ejector pins or even worse the mould.
It is preferred to design walls with a slight slant or a draft angle. This allows the mould, even on a slight angle, to be ejected more easily.
Radii
In a similar fashion to draft angles, sharp corners in moulding are not preferred. They cause weakness at the corners and reduce flow in the mould due to the sharp change in direction.
Eliminating sharp corners in preference for rounded corners improves the mouldability as mentioned above the flow of material in the mould and the corners are less likely to get stuck when being ejected.
Undercuts & Coring
Some design features will be in the way of ejecting mechanisms in the tool. In some cases, the material and design are flexible and able to be ejected from the mould. Avoid stripping undercuts in parts made of stiff material, such as PC and Nylon.
Most undercuts are not able to be moulded without additional help. Mechanisms can be added such as sliders and cores, and these add to the cost and complexity of the tool.
For example, snap fits are used to hold plastic parts together, these can be moulded by using slots in the moulding to allow side cores to form the design or moving the feature to the edge.
Lifters are also used to create undercuts – a lifter moves with the ejector pins but at an angle, so as the pins push the part off, the lifter moves outwards and away from the feature.
Size
The size of the part or multiple parts will Impact mould size, which determines the cost and the machines it can be used with. Therefore, also the unit price.
How can we support your project?
Together we can determine the best design, material and production decisions for optimum quality, speed and value.